
Smart Conveyors Maximize Efficiency On Food Packaging Lines

By Jim McMahon
The latest innovations in smart conveyors for food packaging lines integrate automation and devices that increase packaging flexibility, speed throughput and minimize product damage while maintaining industry standards for cleanliness and food safety.
Whatever the food item – quick-frozen pizzas and burritos, baked goods like cheesecakes and pastries, candy and health bars, or meat and cheese products – the need for transporting finished food products from manufacturing through wrapping, labeling, packaging and cartoning with high throughput and minimal product damage is of critical importance. But too many food manufacturers are plagued with packaging line conveying equipment that is not quite suited for their food packaging applications.
Conveyors that are designed for use in industrial environments may not be well suited for use in food processing, completely aside from wipe-down, wash-down and sanitation requirements. Yet this is frequently the reason why food processors experience back-ups and jamming on their conveyors resulting in product spillage, damage and waste, and why products get marred by making contact with conveyor side rails.
When shrink wrapping or flow wrapping goes awry, which many food processors experience, the culprit is too often that the conveyors are not designed to adequately stage the products for precise registration for infeed. The same can be said for labeling, and particularly date stamping where the product may have to be rotated on the conveyor to a precise location to be stamped.
No matter how efficient the fillers, wrappers, labelers, cartoners and other packaging equipment may be, if you don’t use conveyors specifically adapted for handling food products then the product quality, speed of throughput and cost-efficiency of the packaging line will be compromised.
 When most food manufacturers think about conveyors designed for food packaging lines, meeting requirements for cleanliness and sanitation is the prevalent factor. But whether to go with a wipe-down or heavy wash-down conveyor system is just the beginning. Today, food manufacturers do not have to settle for standard industrial conveyors that have been minimally modified to meet food-grade specifications. They can now capitalize on conveyor systems engineered specifically for the food industry, incorporating the latest in smart automation and devices that can streamline any food packaging line into extreme efficiency.
When most food manufacturers think about conveyors designed for food packaging lines, meeting requirements for cleanliness and sanitation is the prevalent factor. But whether to go with a wipe-down or heavy wash-down conveyor system is just the beginning. Today, food manufacturers do not have to settle for standard industrial conveyors that have been minimally modified to meet food-grade specifications. They can now capitalize on conveyor systems engineered specifically for the food industry, incorporating the latest in smart automation and devices that can streamline any food packaging line into extreme efficiency.
Design Upgrades to Improve Conveyor Cleanliness and Sanitation For some food packaging applications where there is no direct food contact, such as case packing, conveyors require no specific cleanliness or sanitation requirements. But most food packaging conveyors are designed to meet wipe-down or heavy wash-down criteria, where cleanliness and sanitation are a critical factor.
Wipe-down conveyor systems are designed so if a food spillage occurs the conveyor system can be easily wiped down on the surface and along the side of the conveyor. The conveyor structure would typically be stainless steel or plastic, a sanitation upgrade over standard aluminum conveyors found where food contact is not an issue.
Heavy wash-down conveyors are used where it is anticipated that food will come in direct contact with the conveyor in the normal process of product movement. The equipment is designed to endure heavy exposure to water applied with a high-pressure, high-volume hose, along with cleaning agents, on a daily basis. The entire system, including the motor assembly and control electronics, are usually designed for thorough cleaning.
Traditional flat-belt conveyor systems are now giving way to solid-faced rollers for food packaging applications. With no return loop (as found on flat-belt conveyors) there is little or no chance of carrying contamination throughout the system. Solid-faced roller surfaces and loose roller spacing reduce the possibility for particle collection. These features simplify and expedite the cleaning process – the roller spacing allows for easy access with hot water and air pressure.
Some conveyor systems with bolt-together frames have gone a step further by eliminating 90-degree steel bends in the conveyor construction. These are replaced with 45-degree steel strength bends which allows food particles to fall through the conveyor.
Another conveyor design improvement in sanitation is the minimizing of horizontal frame surfaces which reduce areas where contaminants can collect.
One system has incorporated both USDA and BISSC (Bakery Industry Sanitation Standards Committee) criteria into their design and construction.
Smarter Roller Technology
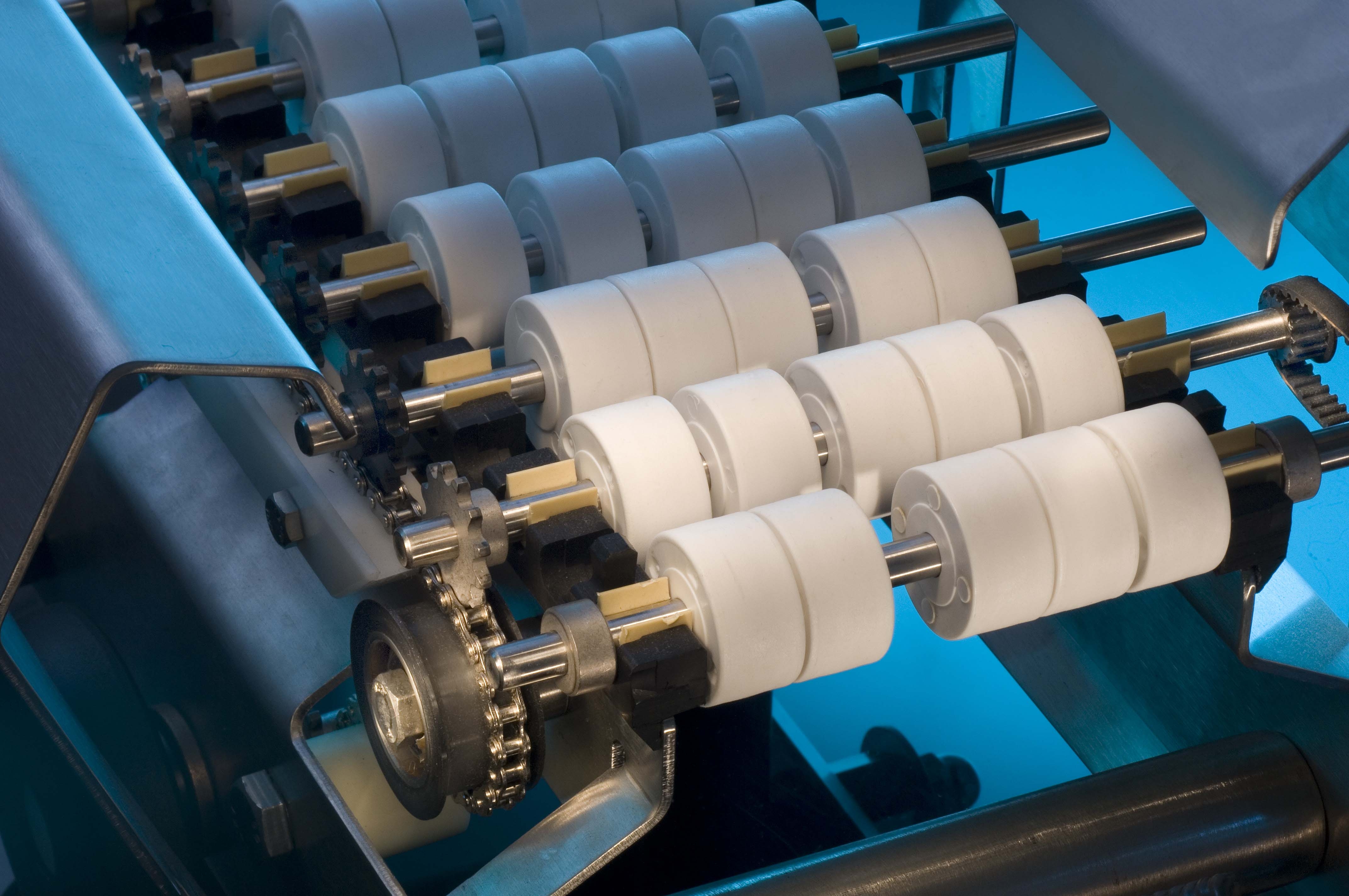
Conveyors for food packaging can be equipped with advanced roller systems, like Slip-TorqueÒ technology which minimizes product damage by utilizing a unique low back-pressure accumulation system.
Developed by Shuttleworth, LLC, who has pioneered conveying technology for the food industry, the system provides low line-pressure throughout a continuous-motion accumulation conveyor that allows for precise product placement on the conveyor while it continues to take product flow from an upstream line for a period of time, where other conveyors would have stopped well before. A low-pressure accumulation buffer absorbs irregularities in the production flow and provides a smooth, even flow on the line.
Slip-Torque utilizes individually-powered, stationary rotating roller shafts covered with loose, segmented rollers, which become the conveyor surface.
It is powered by a continuous chain to control the drive force of the conveyed product. When the food products stop on the surface of the conveyor, the segmented rollers beneath them also stop, generating low back-pressure accumulation, minimizing product damage.
It is the weight of the product being conveyed combined with the coefficient of friction between the shafts and the inside diameter of the rollers that provides the driving force. As the weight of the product increases, there is a corresponding increase in the driving force supplied.
The system allows the same conveyor to be split into multiple, independently-operating lanes if desired. For example, the middle lane can accumulate, while at the same time the right lane and the left lane can both convey, or even run in opposite directions. Each lane can act independently, but is powered by only one common motor, which also reduces energy costs.
Conveyors with Slip-Torque have the ability to modulate the speed of different sections of the conveyor via a central control PLC and HMI. As food products are moving down the line, the rollers at the back end of the conveyor can be moving faster than the ones at the front end of it. The products can be moving at variable speeds on different sections of the conveyor as dictated by throughput requirements. This controls the food product spacing on the conveyor, keeping items such as delicate cheesecakes separated and equally spaced from each other to minimize product contact and facilitate infeed into packaging equipment such as shrink wrappers.
Such motorized rollers like Slip-Torque can also be used to minimize product contact while steering products into desired locations, such as employing rollers with herringbone patterns to orient food products without the use of guardrails, or setting up a series of sequentially smaller roller heights to direct food products into the center of the conveyor for packaging induction, without touching any other conveyor parts. And motorized rollers with tapered corners can be used to maintain product orientation, gently and safely, as it is transported through 45-degree and 90-degree conveyor turns.
Slip-Torque technology can be used in elevated temperature applications such as hot products coming out of ovens up to 500° F (260° C) and in low temperature applications as low as -20° F (-29° C) such as for ice cream and other frozen foods.
More Flexibility and Precision with Product Control Devices Many conveyors that are designed for the food industry enable the adaption of product control devices such as product stops, pushers and clamps that can be used to modify the flow of food items. Most conveyors bring these devices in from the side or even over the top, such as would be found on belt conveyors, plastic link conveyors or table-top chain conveyors.
Side-mounted devices are limited in their flexibility to control product flow because of their side-only mounting locations, and top-mounted devices are considered even less desirable by manufacturers because of safety and product contamination concerns.
But now, more advanced conveyor designs for food handling utilize space between rollers to allow these devices to be mounted below the surface, reaching up between the rollers to effect more precise and flexible product motion control without interfering with the line flow.
Motion control devices can now be more specifically located on food product conveyors compared to conventional systems, bringing a much higher level of positioning accuracy (and more positive product handling for less product defects) to the food packaging conveyor process. Devices like blade stops and brakes that enable on-demand stops and starts of production flow; lift-and-transfer, lift-and-rotate, side transfer and turntable devices are used to provide a smooth and accurate product transfer at a 90-degree angle to the original transport direction or to change the orientation of products on the conveyor. Product positioners accurately position products for a particular process; pushers to push products perpendicularly from one conveyor traffic lane to another traveling in the same or the opposite direction, into or out of operator workstations or off of the conveyor system completely; and single-row combiners efficiently combine food products in multiple lanes into one single row.
Super-Streamlining Wrapper Infeed
Nowhere in the food packaging process is the handling of the product more susceptible to damage than in the wrapper infeed cycle, resulting in high defect rates, lessened throughput and increased production costs. This is common particularly with shrink wrapping where mis-wraps can easily occur, jamming the line. When shrink coverage does not completely cover the product, it can go unnoticed until later when the product has spoiled due to exposure. Improper sealing is primarily caused by poor infeed and misregistration.
 To achieve a much more consistent level of registration and wrapping integrity, a system called Servo-SmartFeed is now being used by many food processors with automatic L-sealers, horizontal form-fill and seal-flow wrappers, and over-wrappers. The system, also developed by Shuttleworth, links wrapper infeed to upstream product flow. It is designed to dynamically accumulate and synchronize the release of products into a wrapper or packaging machine without stopping the product flow. Product on the system is always in motion while the downstream equipment is operational.
To achieve a much more consistent level of registration and wrapping integrity, a system called Servo-SmartFeed is now being used by many food processors with automatic L-sealers, horizontal form-fill and seal-flow wrappers, and over-wrappers. The system, also developed by Shuttleworth, links wrapper infeed to upstream product flow. It is designed to dynamically accumulate and synchronize the release of products into a wrapper or packaging machine without stopping the product flow. Product on the system is always in motion while the downstream equipment is operational.
SmartFeed operates by timing the release of product into the flighted infeed on the wrapper with a pneumatic/electric gate. With a speed-up zone near the discharge end of SmartFeed, one product at a time is placed onto the infeed of the wrapper. The spacing is very precise, a tolerance of 0.25 inch to 0.5 inch. SmartFeed is in synchronization with the wrapping machine using encoder feedback from the wrapper. A sensor identifies each product location, and then the conveyor will either accelerate or decelerate the product to place it into position on the flighted infeed of the wrapper.
The system operates in four speed-registration zones to manage the infeed of food products: 1) the first zone accepts the product from upstream manufacturing such as a freezer, oven or staging point, then conveys it downstream; 2) the second zone closes the gaps between the product, running the food product back-to-back; 3) the third zone increases the spacing between the products equal to the pitch flight on the wrapper; 4) and the fourth zone positions each individual food item into the gaps between the flights.
The automatic wrapper and SmartFeed are always talking to each other and reacting to whatever products are moving through the line. When there is a delay with an item, SmartFeed tells the wrapper that no item is in position, and to slow down or stop. When the next item is in position, SmartFeed tells the wrapper to start, providing there is accurate indexing of the product to be wrapped.
Servo-SmartFeed creates an integrated system monitoring the flow of product right through to the wrapper. Controls installed upstream regulate the speed of the line throughout, directed by SmartFeed. For example, the line may be running along quickly while wrapping easy-to-pack cookies. Then if delicate products like cheesecakes are run on the line directly following the cookies – the line will automatically slow down to accommodate the slower-running wrapping needed, as directed by SmartFeed, and provide a properly sealed product.
Streamlining Packaging in Food Processing These technical innovations to streamline food packaging are being embraced by more and more companies in the food processing industry. There has long been a continuing focus on improving food packaging machinery. Now, a much needed focus has been applied to the material handling systems that service this packaging equipment.
Food processors now have conveyor systems that are specifically designed for the needs of food packaging. Systems that incorporate the necessary automation, product handling devices and sanitation design that enable companies to achieve more productivity, increased versatility, decreased product damage and realize a more profitable bottom line.
About Shuttleworth
Since 1962, Shuttleworth has served as a leading designer, consultant and manufacturer of product handling conveyor automation worldwide.
As a conveyor solutions provider, Shuttleworth specializes in accumulation conveyors, product diverters, multi-lane conveyors, servo-controlled machine in-feeds, and high-speed sorters and combiners. Shuttleworth leads the industry in gentle product handling using its unique Slip-Torque technology.
Shuttleworth North America, is located in Huntington, Indiana. Shuttleworth also operates a manufacturing facility near Gent, Belgium and maintains a sales and engineering office in Kuala Lumpur, Malaysia.
Shuttleworth, a division of Pro Mach, has been a member of the Packaging Machinery Manufacturers Institute (PMMI) since 1967. The company is certified ISO 9001 since 1999.
About Pro Mach
Pro Mach is a leading provider of integrated packaging products and solutions for food, beverage, household goods, pharmaceutical, and other diverse consumer and industrial companies. Through three business units and related divisions, Pro Mach provides equipment, training, installation, and parts in primary packaging, end-of-line packaging, and identification and tracking.
Pro Mach has a diverse customer base, from Fortune 500 companies to smaller, privately-held businesses worldwide, which depend on reliable, flexible, technologically advanced packaging equipment and integrated solution sets.
Pro Mach is headquartered near Cincinnati, Ohio with manufacturing facilities and offices throughout the North America, Europe and Southeast Asia. For more information, visit www.ProMachInc.com.
SOURCE: Shuttleworth